バレル電解研磨は、名前から「バレル研磨」と混同されがちですが、違う処理です。
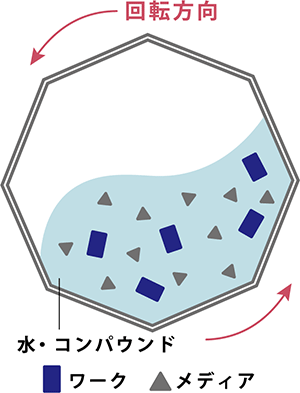
「バレル研磨」は容器に製品 ( ワーク )、研磨石 ( メディア )、研磨助剤 ( コンパウンド )、水を入れて、回転や振動を与え、製品と研磨石が擦れ合うことによって研磨効果を得る処理方法です。
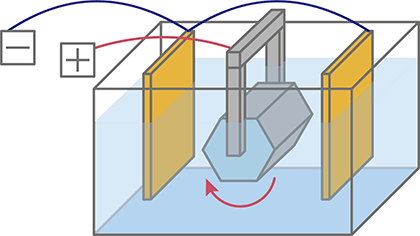
一方、「バレル電解研磨」は筒状の容器に製品を入れ、薬品に浸し電気を流しながら回転させ研磨をします。
通常の電解研磨同様、電気化学の力で研磨効果を得るため、メディアやコンパウンドなどの残留がありません。
また、通常の電解研磨と違い電気接点を取るための治具掛けが必要ないため、大量の微細部品でも効率良く低コストで電解研磨が可能です。
SUS304製 M6 スペーサー バレル研磨とバレル電解研磨の比較
![]()
SUS304 製の M6 スペーサーにバレル研磨とバレル電解研磨を施し、それぞれの仕上りの外観と耐食性を比較しました。
外観
 |
 |
 |
| 未処理 | バレル研磨 | バレル電解研磨 |
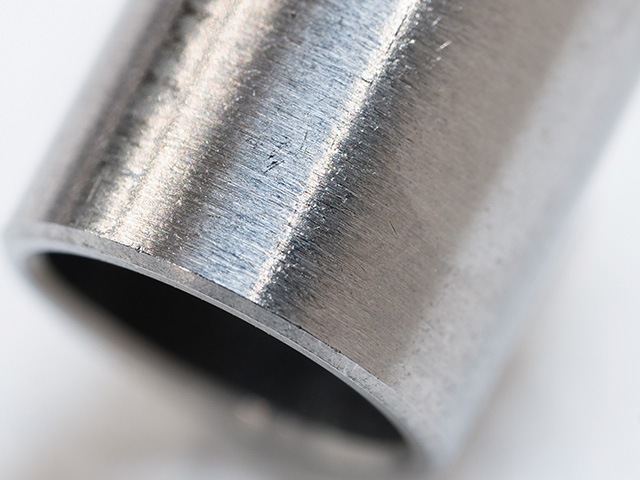
バレル研磨は細かい研磨痕が付きます。また工具が当たらない複雑形状や狭い部分の研磨は苦手です。
一方、バレル電解研磨は研磨痕ができません。また複雑形状の研磨が得意です。
耐食性
硫酸浸漬試験 (硫酸62%) 室温、72時間後
| 未処理 | バレル研磨 | バレル電解研磨 | |
|---|---|---|---|
| 腐食減量 | 約10%減量(9.38%) | 約10%減量(9.54%) | 1%未満減量(0.01%) |
SUS304製 M6 スペーサーの未処理品、バレル研磨品、バレル電解研磨品に対して、それぞれ硫酸浸漬試験を実施しました。
結果は、未処理品とバレル研磨品が全面腐食したのに対し、バレル電解研磨品は変化が見られませんでした。
切断面や溶接部、熱処理を受けた部分の表面処理が不十分だと、腐食の原因となることがあります。
※この試験結果はあくまで耐食性の目安を示すものです。