電解研磨と物理研磨の比較
残留応力、加工変質層の発生について
 【物理研磨】
【物理研磨】
金属表面を切削、磨耗、変形させることで平滑化を行うため、残留応力や加工変質層が生じる。
 【電解研磨】
【電解研磨】
平滑化を電気化学的に行うので物理的研磨と異なり、物理的な力を受けないため残留応力は発生せず、加工に伴う変質層も生じることはない。
不純物の残留について
 【物理研磨】
【物理研磨】
砥粒、バフカス、油分、コンパウンドなどが残留するために十分な洗浄が必要である。表面に食い込んだ砥粒や油分などの不純物を取り除くのは困難であり、それらが腐食の原因となることがある。
 【電解研磨】
【電解研磨】
ステンレス表面を溶解させることで砥粒や油分などの不純物を取り除くことができ、不純物の残留が無いクリーンな研磨面となる。
研磨面の耐食性について
 【物理研磨】
【物理研磨】
汚れや異物の付着、研磨時の熱による焼けの発生などで、耐食性が研磨前より下がることが多い。
 【電解研磨】
【電解研磨】
表面を電気化学的に溶解させることで、不純物と加工による変質層を除去し、さらにクロムを濃縮しながら酸化皮膜を生成する。従ってより強固な不動態皮膜を得ることができ、高い耐食性を持った研磨面となる。
仕上がりの特徴について(研磨の条痕、光沢など)

バフ研磨後表面
(マイクロスコープ1000倍)
【物理研磨】
大きい凸凹は簡単に平滑化できるが、研磨の細かい条痕は除去されず残る。
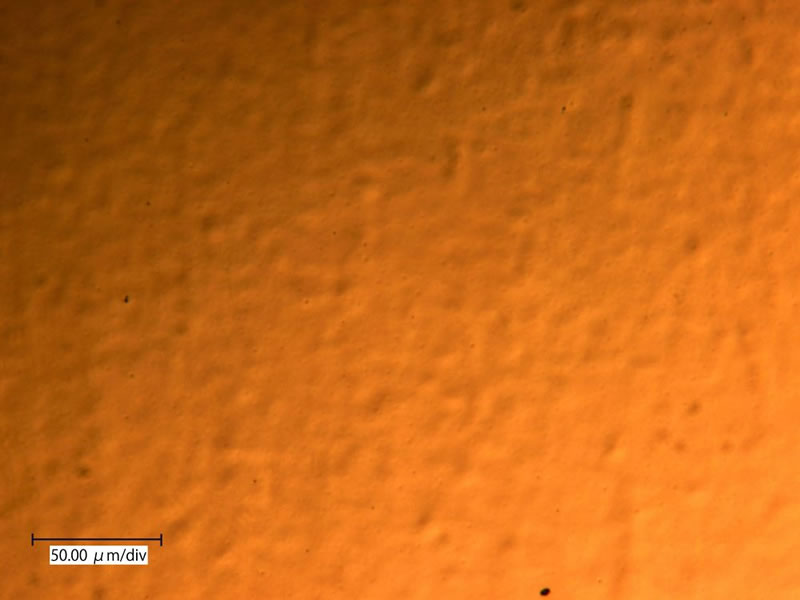
電解研磨後表面
(マイクロスコープ1000倍)
【電解研磨】
細かい凸凹はすぐに研磨されるために光沢は出やすいが、キズや比較的大きな凸凹は除去が難しい。
研磨する製品の形状について
【物理研磨】
複雑形状、微細な形状、箔などの薄い形状などの研磨は困難である。
物理研磨では難しい
細かい部分の研磨が可能
【電解研磨】
対極などを工夫することにより複雑形状、微細な形状、箔など、様々な形状の研磨が可能。
金属の成分、表面状態、結晶組織などが仕上がりに与える影響について
【物理研磨】
金属の成分、表面状態、結晶組織などの影響を受けにくい。
【電解研磨】
金属の成分、表面状態、結晶組織などが研磨結果に及ぼす影響が大きい。
|
参考:「バレル電解研磨」と「バレル研磨」の比較についてはこちら |